- Functionalities
- Industries
- Services
- Resources
-
-
- Manufacturing Knowledge Base
- What is Smart Factory?
- What is Manufacturing Operations Management (MOM)?
- What is a Manufacturing Execution System (MES)?
- What is Production Scheduling in Manufacturing?
- WHAT IS ADVANCED PLANNING AND SCHEDULING (APS)?
- What Is OEE in Manufacturing and How Can It Be Improved?
- WHAT IS CONNECTED MANUFACTURING (IIoT)?
- Manufacturing Knowledge Base
-
-
- Company
- Schedule demo
Manufacturing Execution System Guide
Navigate to section
Everything You Need to Know About Manufacturing Execution System
Manufacturing operations today are shaped by increasing complexity, demand variability, and the need for consistent execution. While many organizations have invested in automation and enterprise systems, a critical gap often remains at the shop floor level, where production is actually executed. In most manufacturing environments, the real challenge is not planning but execution. Production plans are created with precision. Forecasts are calculated. Materials are allocated. On paper, everything appears aligned.
But once production begins, reality takes over.
- A machine stops for a few minutes longer than expected.
- An operator adjusts the process slightly to maintain output.
- A quality issue appears midway through a batch.
None of these events are unusual, and in fact, they are part of daily manufacturing operations.
The problem is not that these issues occur but that they are not captured, connected, or acted upon in real time. By the time this information reaches decision-makers, it is often too late to respond effectively. Reports are delayed. Root causes are unclear. Improvements become more reactive than proactive.
This gap between what is planned and what actually happens on the shop floor is where most inefficiencies originate.
A Manufacturing Execution System Software(MES) is designed to close this gap. MES software addresses these challenges by connecting planning systems with shop floor operations. It enables manufacturers to monitor, control, and optimize production in real time, ensuring that operations are executed as intended. It brings visibility into execution, ensures processes are followed as intended, and enables manufacturers to respond to issues the moment they occur, not hours later.
Let’s understand in detail manufacturing execution system and how they improve production execution with maximum efficiency.
What is a Manufacturing Execution System (MES)?
A Manufacturing Execution System (MES) is a software solution that monitors, tracks, and controls manufacturing processes on the shop floor in real time. It manages the flow of materials, work orders, and production data from raw material input to finished goods.
Unlike systems that focus on planning or monitoring, MES operates directly within the execution layer of manufacturing where materials are transformed, value is created, and variability must be controlled.
In practical terms, an MES system provides visibility into:
- What is being produced
- Where each order is in the production process
- How efficiently machines and operators are performing
ISA-95 Aligned Definition
According to the ISA-95 standard, MES functions as the execution layer between enterprise systems such as ERP and shop floor equipment. It translates production plans into actionable tasks while collecting operational data to improve performance and decision-making.
It acts as the intermediary between:
- Level 4 (ERP): Business planning and logistics
- Level 2 (SCADA/HMI): Machine-level monitoring
Key Scope of MES
- Production order execution
- Resource allocation (machines, labor, materials)
- Quality enforcement during production
- Real-time data capture and analysis
- Traceability across the production lifecycle
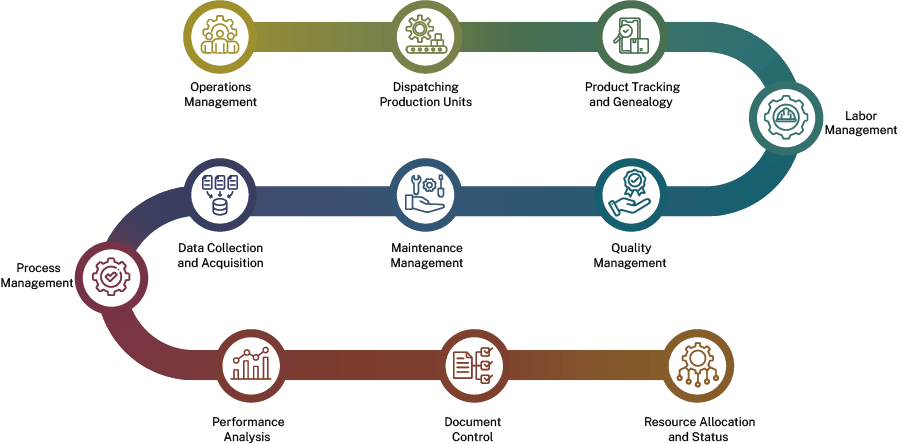
Core Functions of Manufacturing Execution System
A Manufacturing Execution System encompasses a wide range of capabilities that support end-to-end production management. A robust MES system covers multiple aspects of manufacturing operations. These functionalities are interconnected and work together to ensure smooth execution.
Production Management and Scheduling Execution
Production management is at the core of MES. The system tracks production orders from start to finish. Starting from ERP, systems generate production schedules based on demand forecasts and available capacity; MES refines these plans using finite scheduling.
MES implements scheduling rules such as priority-based scheduling (urgent orders first), shortest processing time, and due-date-driven sequencing. This ensures that production tasks are executed in the correct sequence and bottlenecks are identified early.
MES considers:
- Actual machine availability
- Current workload on each workstation
- Tooling constraints
- Labor availability
- Material readiness
For example, if a critical machine becomes unavailable, MES can reassign tasks to alternate machines, adjust production sequences, or notify stakeholders of potential delays.
Shop Floor Data Collection (SFDC)
Accurate data is the foundation of any MES system. With automated data collection mechanisms, MES ensures that both machine data and contextual human inputs are captured in real time.
MES supports multiple data collection methods:
- Machine integration using OPC-UA, MQTT, or custom APIs
- Sensor-based data acquisition
- Barcode/RFID-based tracking
- Operator input through digital terminals
Quality Management
In traditional systems, quality is often inspected after production, leading to rework and delayed issue detection. MES integrates quality directly into the production process.
MES enables:
- In-process quality checks
- Automated validation of parameters
- Immediate alerts when deviations occur
- Non-conformance tracking with root cause linkage
Work Order Management
MES transforms static production orders into controlled execution workflows. Operators receive digital work instructions, reducing dependency on paper-based processes.
Each work order includes:
- Detailed routing steps
- Machine assignments
- Required materials and tools
- Process parameters
- Quality checkpoints
Workflow enforcement ensures that steps are completed in the correct sequence, required checks are not skipped, and deviations are flagged immediately.
Traceability and Genealogy
Traceability is essential in industries where compliance and product safety are critical. MES creates a complete production history, which is invaluable for audits and root cause analysis.
MES records:
- Which materials were used
- Which processes were applied
- Who performed each operation
Performance Monitoring and OEE
MES provides detailed insights into equipment performance and helps calculate Overall Equipment Effectiveness (OEE).
Key metrics include:
- Availability
- Performance
- Quality
Maintenance and Downtime Tracking
Unexpected downtime is one of the biggest sources of inefficiency. MES helps improve maintenance strategies and reduce unplanned downtime.
MES helps by:
- Tracking downtime events
- Categorizing reasons for stoppages
- Identifying recurring issues
Material and Inventory Tracking
MES ensures that materials are available when needed, reducing shortages and improving inventory accuracy.
It tracks:
- Material consumption
- Inventory levels
- Movement of goods across the shop floor
Evolution of Manufacturing Execution Systems (MESA Model)
The concept of MES has evolved significantly over time. In 1997, the Manufacturing Enterprise Solutions Association (MESA) International defined the scope of MES through the MESA-11 model, which outlined key functional areas:
In 2004, this model expanded into Collaborative MES (C-MES), integrating business processes with shop floor operations. This evolution emphasized the need to connect MES with enterprise systems such as ERP, enabling better coordination across supply chain, production, and performance management.
MES Integration with ERP, PLM, and QMS Systems
A key strength of MES is its ability to integrate seamlessly with other enterprise systems. MES integration creates a connected digital ecosystem where data flows across systems without silos.
- ERP (Enterprise Resource Planning): Production orders, inventory, and planning
- PLM (Product Lifecycle Management): Product design and specifications
- QMS (Quality Management System): Compliance and quality processes
MES Architecture: Role Within Manufacturing Systems (ISA-95)
MES operates within a structured architecture that connects enterprise systems with shop floor operations. To understand its role, it is essential to look at the hierarchical structure of manufacturing systems, commonly defined by the ISA-95 model.
This structure ensures that each system operates within a defined scope while contributing to overall operational efficiency.
Level 4: ERP – Business Planning Layer
ERP operates on planned assumptions, not real-time shop floor conditions. Once a production order is released, ERP has limited visibility into execution progress until updates are manually or periodically reported.
This layer focuses on planning and business operations, determining what needs to be produced, in what quantity, and by when.
ERP systems manage:
- Demand planning
- Order management
- Procurement and inventory planning
- Financial and supply chain processes
Level 3: MES – Execution Layer
MES operates at the point where planning meets reality. Unlike ERP, it continuously adapts to real-time conditions such as machine breakdowns, operator availability, material shortages, and process deviations.
It ensures that production plans are executed correctly on the shop floor and enables dynamic decision-making at the operational level.
MES is responsible for:
- Translating production plans into executable tasks
- Coordinating resources in real time
- Enforcing workflows and quality rules
- Capturing actual production data
Level 2: SCADA / HMI – Monitoring Layer
SCADA provides visibility into machine performance but lacks context regarding production orders, product specifications, and workflow dependencies.
SCADA systems focus on:
- Collecting machine-level data
- Displaying process parameters
- Triggering alarms based on thresholds
Level 1: PLCs – Control Layer
PLCs operate at millisecond-level precision but are limited to localized control without awareness of broader production objectives. This layer directly interacts with machines.
PLCs are responsible for:
- Executing automation logic
- Controlling actuators and sensors
- Maintaining process stability
The Role of MES in This Structure
MES acts as a bridge between planning and control.
It translates high-level production plans into detailed instructions that machines and operators can follow. At the same time, it captures real-time data from the shop floor and sends it back to higher-level systems.
This two-way communication is critical for maintaining alignment between planning and execution.
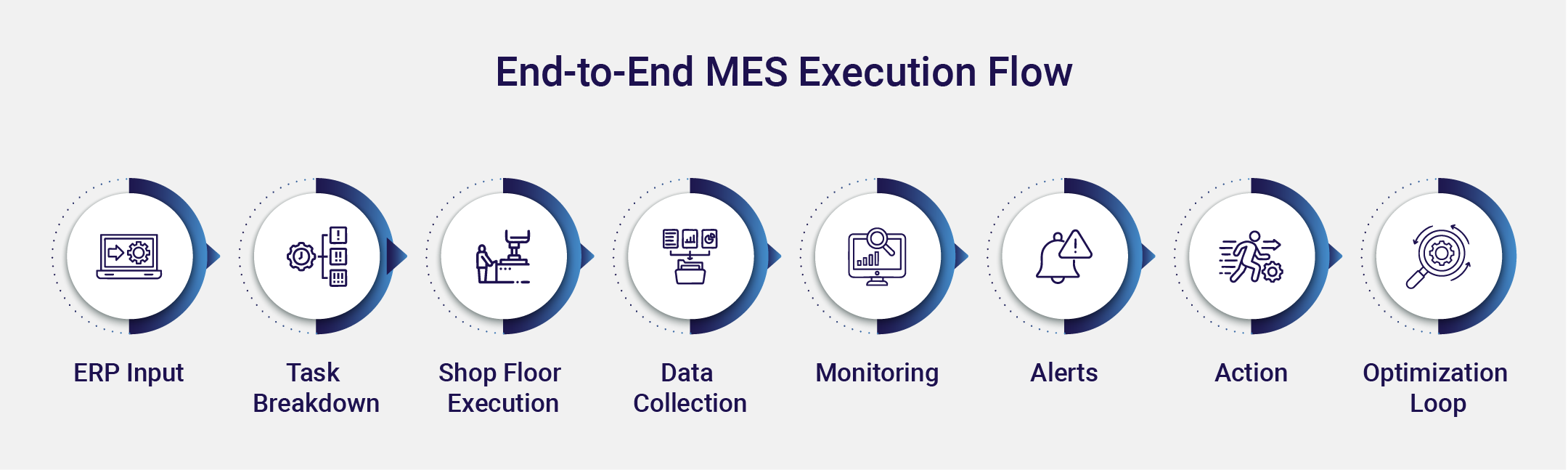
How MES Works: A Closer Look at Execution on the Shop Floor
To understand the true value of MES, it helps to look at how it operates in a real production environment.
Rather than thinking of MES as a single system, it is better understood as a continuous execution cycle.
1. Receiving Production Inputs
The process begins with inputs from enterprise systems such as ERP.
These inputs include:
- Production orders
- Bill of materials
- Production schedules
- Resource requirements
MES takes this information and prepares it for execution.
2. Translating Plans into Actions
This is where MES adds significant value.
Instead of simply passing orders to the shop floor, MES:
- Breaks down production orders into tasks
- Assigns them to specific machines or workstations
- Defines the sequence of operations
- Provides instructions to operators
This ensures that execution is standardized and controlled.
3. Real-Time Data Collection
As production begins, MES continuously collects data from multiple sources:
- Machine signals (through PLCs or IoT devices)
- Operator inputs (manual entries, confirmations)
- Quality measurements
- Material movements
This creates a live stream of production data.
4. Monitoring and Visualization
The collected data is processed and displayed in real time through dashboards.
These dashboards provide visibility into:
- Machine status (running, idle, down)
- Production progress
- Downtime events
- Quality metrics
This visibility is not limited to managers — it can also be shared with operators on the shop floor.
5. Identifying Issues and Deviations
MES continuously compares actual performance with planned targets.
When deviations occur, such as:
- Production delays
- Quality failures
- Machine downtime
The system highlights them immediately.
6. Enabling Immediate Action
With real-time monitoring and predictive analytics , teams can:
- Address issues quickly
- Adjust production schedules
- Prevent further losses
This creates a feedback loop that drives continuous improvement.
Key Features & Benefits of Manufacturing Execution System
Modern MES software is no longer just a tracking tool, it is an intelligent execution platform that enables real-time decision-making, automation, and full production visibility. Here are the key features and benefits of MES that collectively help manufacturers transition from reactive operations to proactive, data-driven manufacturing.
Key Features of MES:
- Real-Time Production Visibility
- Digital Work Instructions
- Machine Connectivity (IIoT-Ready)
- Role-Based Dashboards
- Automated Alerts and Notifications
Benefits of MES:
Enhanced Efficiency and Reduced Waste
Real-time visibility allows for quick identification of inefficiencies, minimizing waste and improving productivity.
Reduced Downtime
MES enables better scheduling and proactive maintenance, reducing unexpected equipment failures.
Digitalization and Data Management
With MES, real-time recordkeeping becomes feasible directly from the shop floor. It eliminates manual recordkeeping and provides structured, real-time production data.
Cost Reduction
Improved decision-making leads to optimized resource usage and lower operational costs.
Improved Visibility and Control
MES integrates seamlessly with ERP systems, reducing data silos and eliminating repetitive data entry. This ensures better coordination across departments.
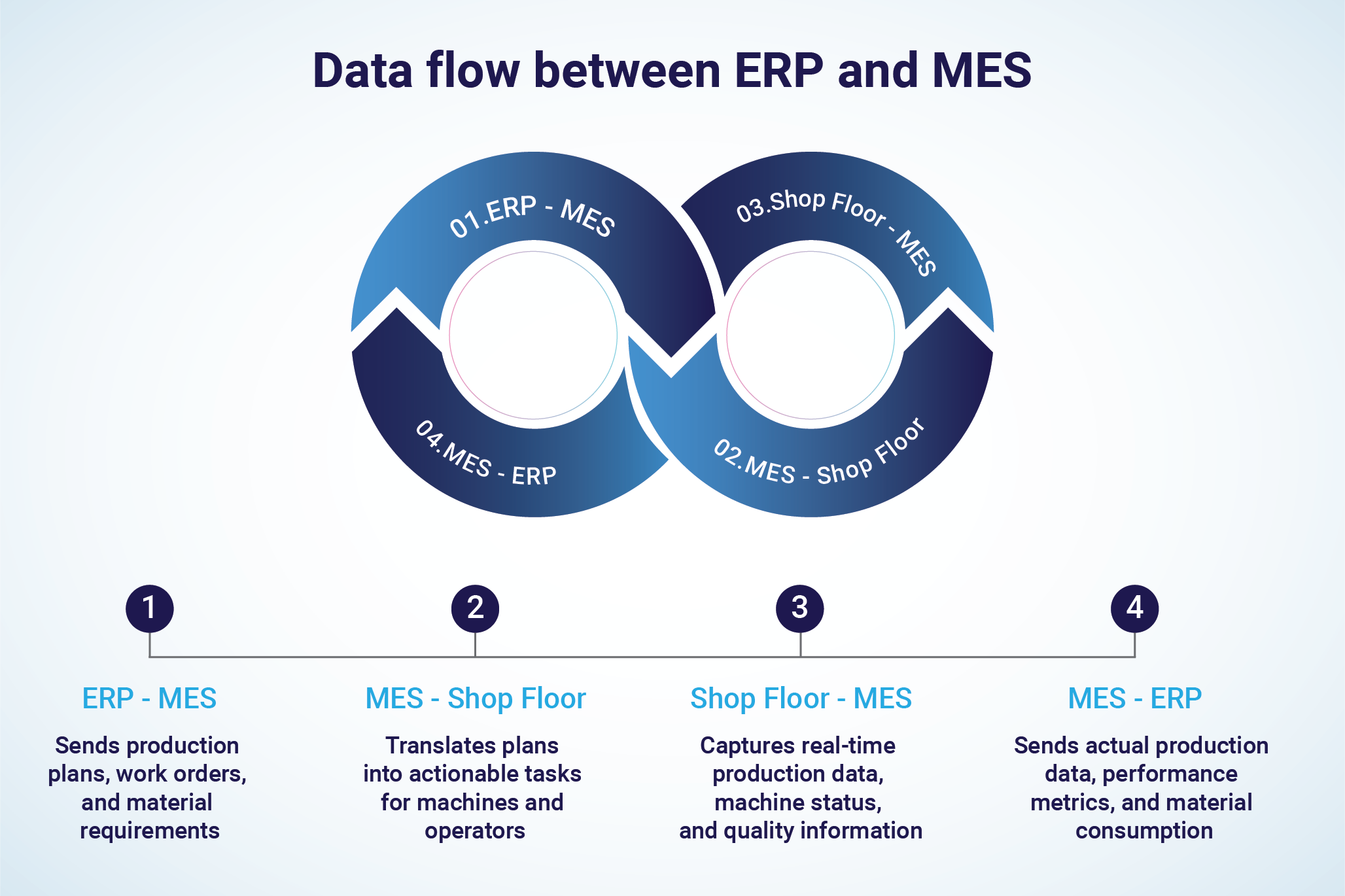
What is the Difference between ERP and MES?
An ERP system generates a production order. That order is communicated to the shop floor. From there, execution depends heavily on manual coordination—supervisors assign tasks, operators follow instructions, and updates are recorded manually or in isolated systems. There is very little real-time feedback.
MES changes this completely.
It takes production orders from ERP and translates them into structured, executable workflows. It tracks every step of the process as it happens, capturing data from machines, operators, and systems. Most importantly, it ensures that execution stays aligned with the plan.
MES vs ERP
| Aspect | MES (Manufacturing Execution System) | ERP (Enterprise Resource Planning) |
|---|---|---|
| Primary Role | Executes and monitors production on the shop floor | Plans and manages business operations across the enterprise |
| Core Focus | Production execution and real-time control | Business planning, resource management, and financials |
| Key Question Answered | What is happening on the shop floor right now? | What needs to be produced, when, and how much? |
| Operational Level | Shop floor / operational level | Enterprise / business level |
| Data Type | Real-time, machine-level, process-driven data | Transactional, periodic, and business-level data |
| Data Collection | Automated (machines, sensors, operators) | Mostly manual or batch updates |
| Visibility | Detailed visibility into production processes | High-level visibility into overall business operations |
| Production Control | Direct control and monitoring of production activities | Indirect control through planning and scheduling |
| Scheduling | Executes detailed schedules in real time | Creates high-level production plans |
| Quality Management | Real-time quality checks and defect tracking | Tracks quality at a summary or reporting level |
| Downtime Management | Identifies and analyzes machine downtime in real time | Limited or no direct visibility into downtime causes |
| Traceability | End-to-end product tracking and genealogy | Limited traceability, mostly inventory-level |
| User Base | Shop floor operators, supervisors, production managers | Management, planners, finance, and operations teams |
| Response Time | Immediate (real-time decision-making) | Delayed (based on reported or entered data) |
| Integration Role | Connects shop floor with enterprise systems | Central system integrating all business functions |
| Dependency | Can function independently but gains value when integrated with ERP | Often requires MES for real-time execution visibility |
Where is a Manufacturing Execution System Used?
Manufacturing execution systems are widely used across various industries, with several rapidly expanding sectors including:
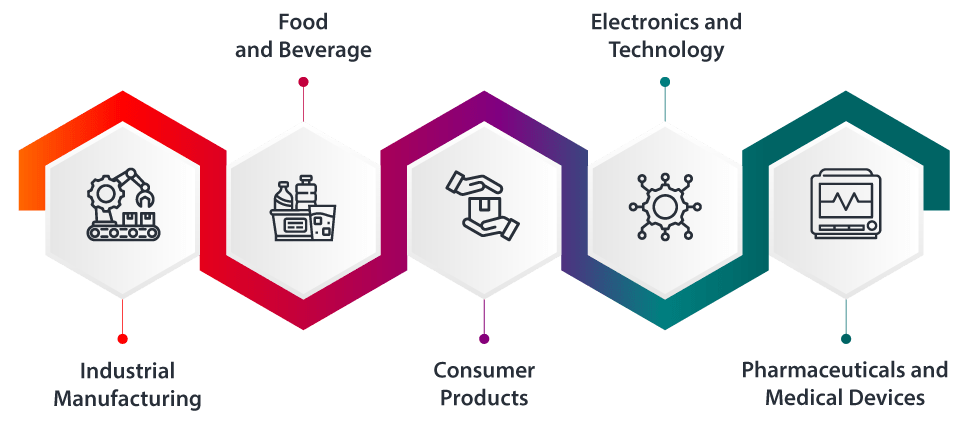
Manufacturing execution systems facilitate intricate process workflows, extensive automated data collection, production tailored to specific orders, discrete assembly, batch processing, manufacturing rolled products, and more. The fundamental principles of a MES hold relevance across the entire manufacturing landscape. For instance, a MES is critical in ensuring materials traceability, a requirement in industries like Food and Beverage, Medical Devices, and Aerospace, among others, to ensure compliance. When integrated with a manufacturing Enterprise Resource Planning (ERP) system, a high-quality MES can revamp a manufacturing enterprise, streamlining operations throughout the entire organization.
New Technologies and Trends in MES
Driven by cutting-edge technologies, manufacturing execution systems are transforming towards a service-oriented, modular, and interconnected model.
Cloud-Based MES
Manufacturing Execution Systems can be deployed in different ways, with cloud-based MES emerging as a preferred model for modern manufacturing environments.
Unlike traditional on-premise systems, a cloud-based MES is hosted on remote servers and accessed through the internet, eliminating the need for extensive local infrastructure.
This deployment model enables real-time data access, seamless integration with enterprise systems, and scalability across multiple plants. It also ensures that production data is securely stored and processed in the cloud, allowing manufacturers to monitor, control, and optimize operations from anywhere.
Cloud connectivity serves as the foundation of smart factories, enabling advanced manufacturing systems, devices, products, and equipment to interact autonomously. Industrial Internet of Things (IIoT) devices and sensors continuously collect and generate data throughout the supply chain.
Customized Production
MES enables manufacturers to move toward customized production.
Instead of mass production, smart factories can transition towards mass personalization, meeting the demand for cost-effective, highly customized products quickly and efficiently. Although personalization increases complexity, advanced technologies allow manufacturing systems to adapt in real time.
Artificial Intelligence
Artificial Intelligence (AI) enhances production efficiency, enables predictive maintenance, and reduces waste. With machine learning capabilities, production lines become more intelligent and adaptive.
Virtual reality (VR) helps simulate processes and identify improvements, while augmented reality (AR) supports operators, reduces downtime, and optimizes shop floor operations.
Conclusion
Manufacturing success depends on consistent execution, visibility, and control at the shop floor level. A Manufacturing Execution System provides the framework required to manage production effectively by connecting planning systems with real-time operations, capturing accurate data, and enabling timely decision-making.
As manufacturing continues to evolve, MES will remain central to improving efficiency, ensuring quality, and supporting long-term operational excellence.